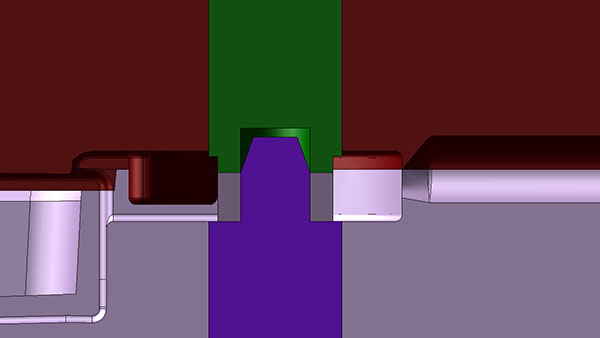
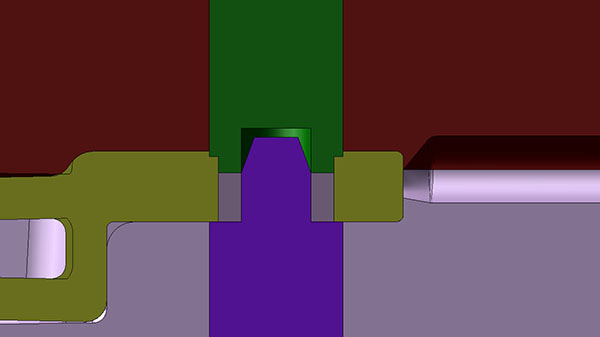
Depending on the accuracy of the insert, we may use a spring-loaded core pin on one side of the insert. This insert can then compress as the mold closes and allow for any small variations in the insert. In the example above we may take the green core pin and allow a small amount of float (up and down in the image). Some designs may not allow this if the injection pressure would push the pin back.
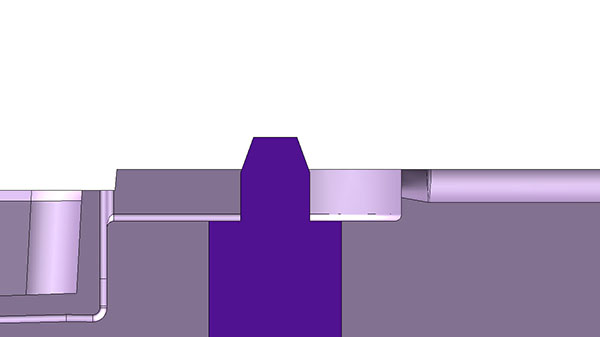
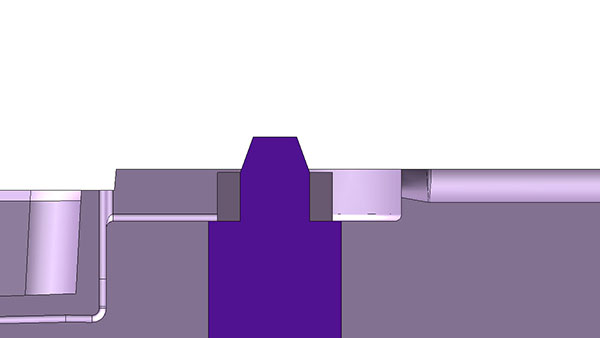
You’ll notice that the core pins (purple and green) core into each other. The taper of the purple pin is to allow a slight misalignment for operators or robotics when loading the inserts. When using robotics, we may also use docking pins for end of arm tooling to make sure the inserts are accurately located onto the pins in the mold. The injection molding process does not usually change for insert molding. We are still going to develop a process in the same manner, but there could be some other considerations.
When we are adding one or many inserts into the mold, we may need to allow for extra cycle time whether the components are loaded by robotics or by hand. Some cost implications for the insert molding are not only the insert itself but how it is loaded. For low volume applications, we can have a full-time operator. For automated systems, there could be some additional up-front costs associated with equipment like robotic tooling or orientation equipment like bowl feeders. This is another aspect of custom injection molding that is taken on a case by case basis. Like with choosing cavitation, we need to balance up-front investment with long term piece price savings.
See more about Insert Molding….