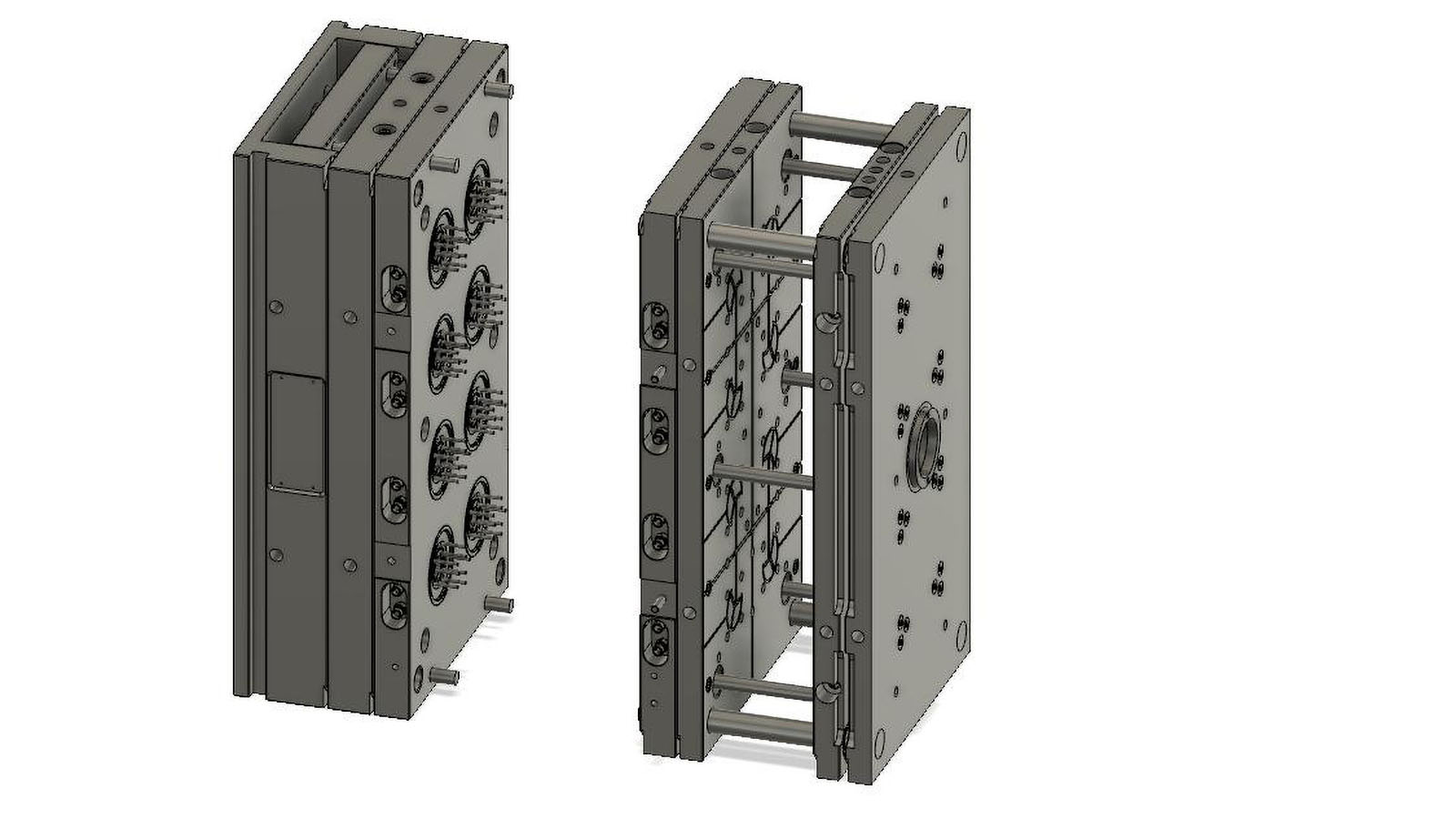
When a traditional two-plate mold is opened there are two distinct halves, and the parts and sprue are located on one half. In the three plate design, a floating plate separates the sprue from the parts. Below is a rendering of how the three plate mold functions.
A common application for three plates molds are rounds parts or parts where filling is difficult, not optimal, or impossible from the outside edges of the part. We can also get more optimal gate location with a hot runner but at a higher cost. Even though the hot runner offers more advantages, the three plate mold can serve as a go-between from a cost standpoint.
In the case of using a three-plate mold for round parts, we want to make sure the part fills evenly to ensure concentricity as the part is cooled. It’s important to have evenly spaced gates around the part and have even filling around the part. Filling from one edge of the part or attempting to fill with an uneven runner system is not ideal. Here is a plastic flow simulation of a three-plate runner system filling an eight cavity mold.
As a three mold opens, the A and B halves of the mold are held together with releasable plate locks. This releases the sprue and breaks the gates away from the part. The sprue is held back by under-cut pins in another floating plate. Once the A-side of the tooling hits a set of stop bolts, two things happen. The A and B halves of the tooling are separated and the undercut pins are pulled from the sprue allowing it to drop from the mold. Once the mold is fully opened, the part can be ejected off like a normal two plate mold. The animation below is the best way to show this action.