
The majority of plastics can absorb moister from the air, meaning they are hygroscopic. Except for polyolefins (common examples being polyethylene and polypropylene), materials need to be dried before they are injection molded. Depending on the material, inadequate drying can lead to all sorts of issues, but the most common being cosmetic issue known as splay or silver streaking.
In many plastics, the only downside to not drying are cosmetic issues, and therefore drying the material is only done to avoid them. Other materials can react with moisture when the material is being heated and cause degradation and potential structural issues. These materials can also have adverse side effects with moister depending on the melt temperature and resonance time in the barrel. These parameters are usually detailed on the material datasheet or processing guidelines provided by the manufacturer.
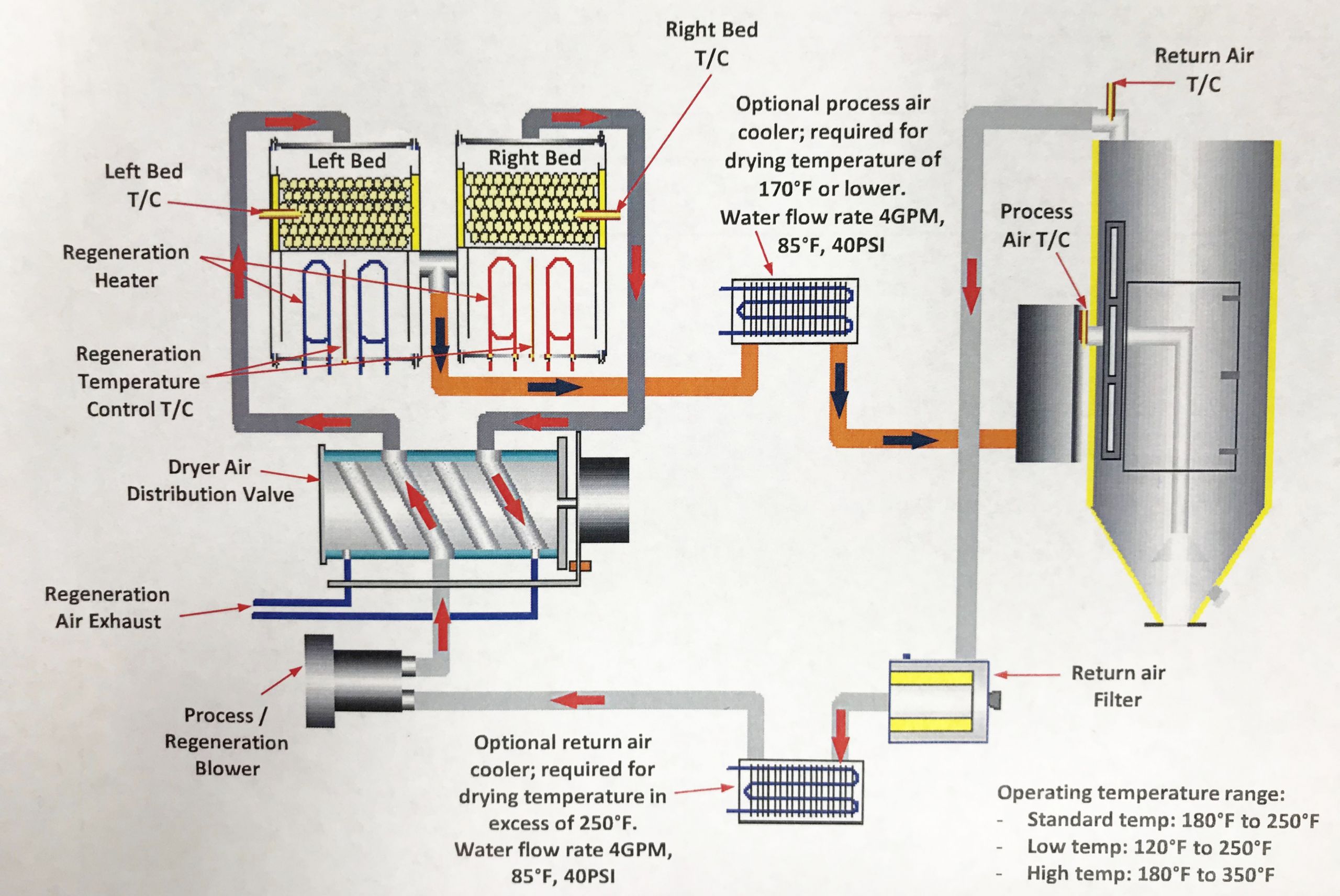
Unless a molding facility is only molding polyolefins, chances are they have drying equipment. This equipment will monitor airflow, temperature, and dew point as air circulates hot air through the plastic. The desiccant style dryer circulates air through the plastic pellets while they are in a hopper. The air is dried by the desiccant, passes over the material, collects moisture, and passes back through the desiccant bed to start the process over. Here is a basic diagram of how a typical desiccant dryer works courtesy of one of our Una-Dyn dryers.
An important note on the equipment is understanding the throughput per hour of a dryer. If materials need 4-6 hours to be properly dried, you want to make sure you’re not using more than what the dryer hopper can hold in that time. If this happens, the dryer will not be able to keep up and eventually, the adverse signs of moisture will start to appear.
Also, keeping up on the maintenance of the equipment is important. Restricted airflow by clogged filters or backed up material will inhibit the effectiveness of the drying equipment. Restricted airflow is not always obvious, but because it slows the effectiveness of a dryer and it may take longer dry the material effectively. Its’s important to replace per the manufacturer’s specification. You can do all this but how do you know the material is dry?
The best way is the measure the moisture level of the material after the drying process and before its processed in the molding machine. There are a few different pieces of equipment available for processing engineers to accomplish this. Entry-level equipment measures the small change in weight as a sample of the material is heated. The problem though, is that as a material is heated, moisture is not the only thing removing weight from the material. There is much higher end equipment available that uses sensor based technology. Even beyond that is laboratory-grade equipment.
It’s important to make sure material is dried properly for both cosmetic and structural reasons. For most materials, there could be silver streaking or splay, but for some, there could be non-visible structural issues. To combat this, having quality, well-maintained drying equipment is important. Even more so is having a way to confirm that material is dried to specification before being processed.