In a previous post, we discussed tooling classes. This concept was created to help simplify the quoting process and to help with standardization. The class 101 tool is built to the highest standards with the highest quality materials. These molds should be expected to last 1 million cycles or more. We have found though that hitting and exceeding that mark goes much further than the class 101 specifications.
During a visit to one of our long-time customers, we noticed a mold running that we built several years ago. Out of curiosity, we looked at the shot counter and saw that the mold had run over 1.3 million cycles. The best part about this is we haven’t had a single service call since the tool was shipped. We should note that proper tool maintenance is just as important to tool life as the original design. However, we have found that the details of design and the craftsmanship of the build are critical aspects of tool longevity.
Here is a list of design aspects that are critical to tool life. Based on the class 101 tool standards, it’s assumed that tooling is hardened, contact surfaces are dissimilar, the ejection system is guided, and wear plates/gibs are utilized. This list represents the next level of tooling and what it takes to go beyond a million cycles.
Precision Parting Lines & Shut Offs
As parts become more complicated, so does the mold. Making two pieces of steel (or several for that matter) come together evenly is no small task. Even when a mold produces a part with a clean parting line the mold components could be crushing together too hard. This may only be a few thousandths of an inch of interference, but over time, small shut-offs can crack or break because of excessive stress. This is likely to happen before the million cycle mark. This is only accomplished through good design, the craftsmanship of the machinists, and precision equipment.
Bearing surfaces
Mold actions and ejection systems require contact points where materials rub for guidance. When designing these components, there needs to be a balance of having enough bearing surface to support the components to avoid binding but also avoid excessive contact area. It’s also just as important to design contact areas so that only the required surface is in contact and not other surfaces or corners.
Beyond the bearing surfaces, actions like cams should have some form of a locating / locking mechanism built into the tooling surfaces. Bearing surfaces are meant for guidance but not necessarily precision locating or locking. Trying to accomplish both with bearing surfaces can cause excessive wear over time.
Inserts / Core Pins
Inserting specific areas of tooling and adding core pins are major factors in creating a serviceable mold. The flow of plastic will eventually wear out tooling surfaces, no matter what type of steel is used. Furthermore, contact areas inside the mold will wear over time and can cause flashing. There may also be features in the tooling that are susceptible to breakage. Looking at these areas and planning for easy maintenance is critical.
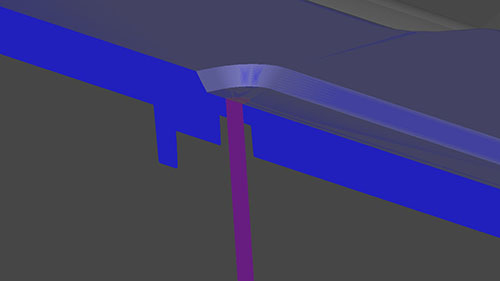
In the cut-away image below, you can see an example of using a core pin for easy replacement of a potential wear area. In the image, the dark gray is one side of the tooling, the core pin is purple, the molded part is blue, and the other half of the tooling is rendered transparent. Instead of machining this feature directly into one half of the mold, we ream a hole for a hardened core pin. This design yields the maximum life of the contact area at the end of the core pin, where the two halves of the mold shut off. As the area wears over time, a new core pin can be installed instead of welding the tool or machining out the area and adding an insert. We can also have a core pin opposite of this one so that the shut-off area can be replaced completely.
This same principle can be applied to much more complicated areas of molds. Other advantages beyond wear can be venting, ease of polishing, optimized cooling, easier assembly/maintenance, and better ejection. Areas of critical tolerance may also be inserted as well for easier adjustment and maintenance. If the hole in the part from the image above has a tight tolerance, it would be wise to make the core pin slightly big, establish the molding process that will be used in production, and resize the core pin based on dimensions measured from the plastic part. Once established, spare core pins can be made and utilized over time as the area wears.
Relieved Parting Lines
As described earlier, having precision parting lines is important to tool longevity. Along with that, it’s important to design the mold so that only areas that need to make contact are making contact and everything else has clearance. The pictures below both halves of the tooling inserts in a mold.
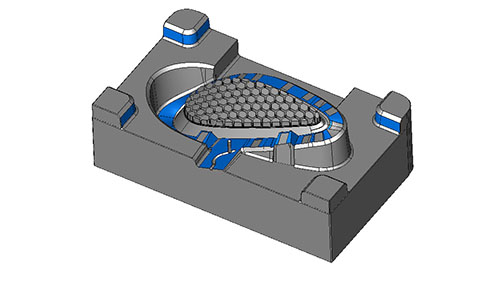
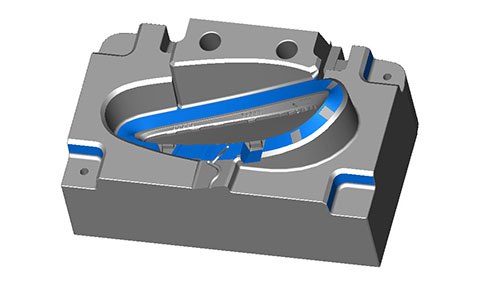
The blue areas are the contact points between the two halves. Everything else around those contact areas has clearance. You can see the parameter is making contact around the part to make sure the parting line is sealed. The contact points on the four corners are the tooling locks.
Integrated Tooling Locks
Having locks integrated into the tooling blocks like the image above makes for extremely precision tool alignment. In the case of the part above, they also serve as resistance to side shifting during injection. It’s easy to underestimate the amount of pressure created by plastic. On molding machines, the readout on the machine may read a max pressure of 1000 psi, but that is actually 10,000 psi of plastic pressure. A part that is several square inches and molded on an angle like the one above may see a few thousand pounds of pressure sideways during injection. With locks designed like the ones above that sideways force is absorbed by the locks.
There are several design guidelines like these that we use on nearly every mold at Basilius. Taking these design principles, focusing on craftsmanship, and using the right equipment are the first steps to making molds last beyond the million cycle mark. These are powerful tools but it’s also just as important to have a proper maintenance plan for your tooling. Coupling these two practices together will yield a long and worry-free tool life.