During the injection molding process, molten plastic travels from the molding machine, through a runner system, and into the cavity or cavities. If the runner system is heated such that the plastic stays above its melt temperature through the runner system, the mold is considered to be a hot runner mold. If the runner system is molded and cooled with the cavities, the mold is considered a cold runner. There are also some circumstances where a hybrid system is used.
Each system has some key advantages and disadvantages. Below you will learn more detail on how the systems operate and the advantages and disadvantages of each.
Cold Runner Molds
Cold runners are a simple and effective way to get plastic from the molding machine to the mold cavities. There are channels cut into the mold plates that allow the plastic to travel to the proper location. The runner system is considered cold because it’s cooled along with the mold cavities. The cold runner system is also ejected with the parts and may require secondary processing as either waste or recycle.
- Advantages
- Cost-effective.
- Easily manufactured and maintained.
- Flexible design options.
- More types of plastics possible
- Quick color changes.
- Disadvantages
- Runner systems need to be separated from the parts which may require robotics or manual labor.
- Runner system may need to be ground and recycled.
- If not using reground material, the runner system is wasted on each cycle.
- Slightly less control over the injection molding process.
- Slower cycle times compared to hot runners.
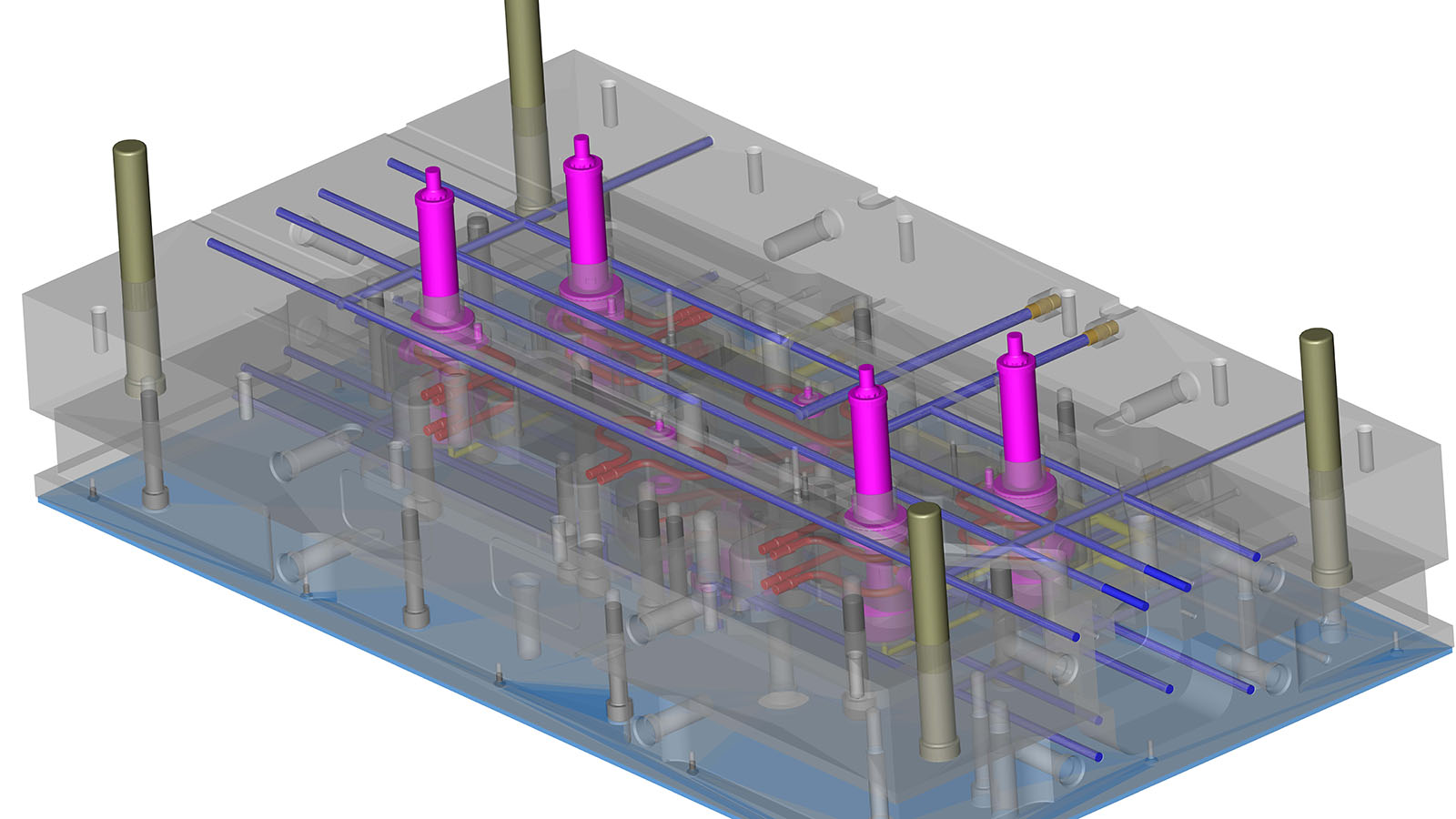
Hot Runner Molds
Hot runner systems use a series of enclosed heated channels to transfer molten material directly or indirectly into the cavities. On each molding cycle, material works through the manifold assembly and into the cavities in the molten state. Unlike cold runner systems where plastic is wasted on each cycle, there is little to no waste. The Image at the top of this page is an example of a hot runner system.
- Advantages
- High control of the injection molding process.
- 100% use of material if directly gated.
- Faster cycle times possible.
- Disadvantages
- Hot runner manifolds can be very expensive
- Tooling costs can be higher compared to cold runner tooling
- Higher mold maintenance costs over time
- Slightly limited in the types of plastics that can be used.
- Slower color changing and more wasted material.
- Uses a secondary control system.
Choosing the right feed system
When choosing between a hot and cold runner system there are a few key considerations. First is the annual volume of parts that will be produced. In some cases molded parts have enough annual volume to cost-justify the upfront costs associated with hot runner systems. The savings is realized through optimized use of raw material, labor savings related to handling, and savings in recycling material.
Hot runner systems tend to run slightly faster cycle times. Meaning that more parts will be generated per amount of press time. Therefore, there may be “per part” savings realized through a more efficient use of molding machine time. Contrary to that, the hot runner systems will use more energy and require some secondary equipment to run.
Your injection molder and tool builder should equip you with the options on a case by case basis. Since each injection molding application is unique, it’s important to work with an experienced mold designer, mold builder, and injection molder to make sure your project is a success.