The cost of injection molds varies based on the part and the application. Molds could be a few thousand dollars or hundreds of thousands. The plastic part a mold produces may be a commodity, but the mold is far from it. They are custom-built for the specific application. Below you will find major contributing factors in the cost of a mold.
Part Size & Design
Imagine the size of mold it takes to produce a dashboard, bumper, or garbage can. To build these molds, there are more raw materials to machine away and bigger CNC equipment to do it. On the other end of the spectrum, molding a pen cap or a small push-button requires a much smaller mold. The basic idea is that bigger plastic parts need bigger molds. Although part size is a large factor, the design of the part could be a larger factor, especially at scale.
The details of part design can effect the cost of the mold. Having features like undercuts and threads will increase the cost of the mold. Mold actions like threaded cores, lifters, and slide actions add cost. We did a design breakdown on ways to create threads in molded parts. In that post, you’ll see several different An important note here is that design changes can either eliminate the need for these or optimize their operation, saving time and investment.
This is a great time to leverage the experience of your tool builder and look at your options. There are opportunities to avoid a more complicated mold. Some simple changes could save you thousands in upfront cost. A good tool designer will find the best way to mold you part with all things considered.
Production Vs. Prototype
Building a mold to run a few thousand parts vs. millions calls for several variations to the mold design. As you would expect, building a prototype mold is going to be cheaper (given they are the same part). This is due to material choice, mold design, and cavitation.
Material Choice
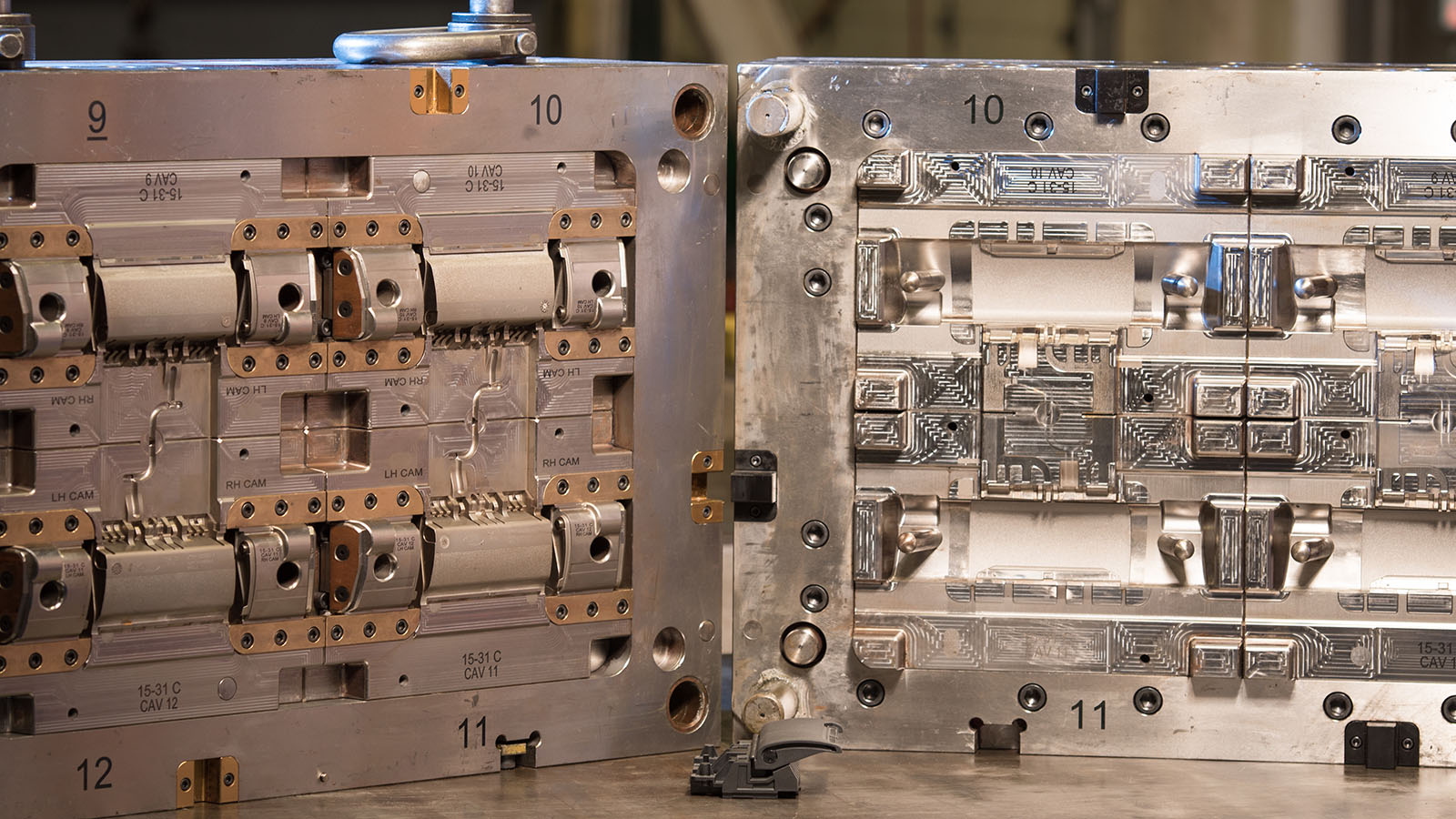
In low volume applications, a mold builder may recommend using aluminum for the mold. Aluminum is usually used in quick turnaround prototyping or large/low volume applications. It’s much easier to machine, which saves on the initial cost of the mold. The trade-off is that aluminum wears faster than steel. Although there are coatings for aluminum that help, there is no comparison to the longevity of molds made with tool steel.
Tip: Aluminum will dissipate heat much faster than tool steel. If the part has tight tolerances or critical warp areas it may be wise to build a steel prototype.
The highest volume applications will use hardened tool steel. These materials are rough-cut, heat treated, and re-machined to spec. The extra operations add to the cost of the mold but are critical components to high volume tooling. Furthermore, slide actions will also be hardened, and any moving components will have wear components built in. Material selection is the largest contributing factor to mold classes.
Mold Design
There are several ways to create undercuts, threads, and other features in molded parts. If a part is low volume, doing these operations with an operator may be an option. This will save on the up-front cost of the mold but will increase the cost of the molded part. As volume increases it becomes more important to look at different tooling options. Generally speaking, there will be a specific part volume to return initial tooling investment. Your molder/tool builder should show you the options for your application.
Cavitation
Increasing cavitation is the most simple way to increase the output of a mold. A higher cavitation mold will produce more parts per machine hour. This saves on piece price and increases the potential output of the mold. The challenge here is balancing the up front cost of higher cavitation. It’s important to match the cavitation to the expected volume of parts needed.
As you can see, there are many facets to the cost of injection molds. Each part is different, and therefore, each mold is different. Although the cost of a mold can vary, this short overview should help you understand why. Ultimately working with an experienced molder to help you understand your options is the best way to get started.