Limiting Factors
The biggest factors that limit the depth of any drilling operation is cooling and chip removal. In the case of the standard spiral drill, it becomes more difficult to get cooling to the cutting area and remove chips the deeper the drill goes. When higher length to diameter ratios are needed, different technologies like gun drilling machines are deployed to combat these factors.
Using through spindle coolant and specialty drills it’s possible to achieve length to diameter ratios of 30:1 or more. Through the spindle coolant is typically an additional option of CNC equipment where coolant is running through the spindle and into specialty tooling to get coolant to cutting face of the tool. This helps keep the hole and drill cool but also to quickly remove chips from inside the hole.
You can see in the video below, how big of a difference through the spindle coolant can make when compared to traditional drilling.
This is a great system but imagine you needed a .500 hole to be 48 inches deep (l:d of 96:1). This is where gun drilling comes in.
The Benefits of Gun Drilling Machines
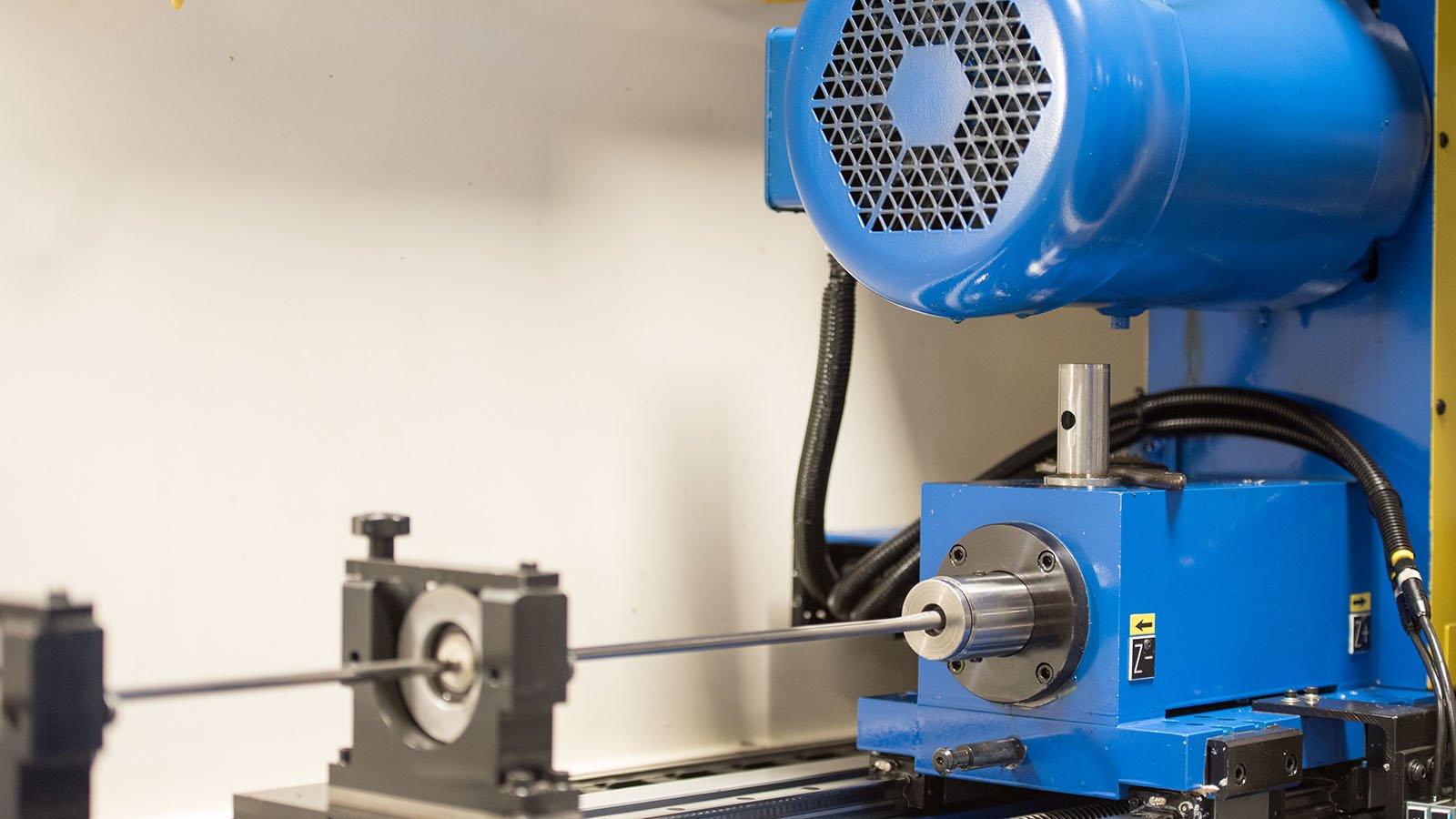
 The unique design of our TechniDrill gun drilling machine provides the ability to keep the cutting area cool and remove chips effectively at high length to diameter ratios. This is due to the high-pressure oil being directed right to the cutting surface. The oil is used for lubrication and cooling initially but as it comes back out of the hole it carries chips back out to keep the hole clean. The chips and oil are then collected in the base of the machine. The oil gets separated from the chips and recirculated through the process.
The unique design of our TechniDrill gun drilling machine provides the ability to keep the cutting area cool and remove chips effectively at high length to diameter ratios. This is due to the high-pressure oil being directed right to the cutting surface. The oil is used for lubrication and cooling initially but as it comes back out of the hole it carries chips back out to keep the hole clean. The chips and oil are then collected in the base of the machine. The oil gets separated from the chips and recirculated through the process.
Another unique aspect of gun drilling is the way the drill is supported. In standard drilling operations, the drill is fixed to the spindle at one point on the drill. Therefore, the depth limit is also set by the length of the drill and possibly by limits of axis movement on the machine. In gun drilling, the drill is supported at the beginning of the hole. During drilling the drill moves through bearings to stays supported as the drill advances.
Using the gun drilling process, it’s possible to get l:d ratios up to 400:1 using specialty gun drilling equipment. More common for standard gun drilling equipment is hole sizes from .125 to 2.00 inches with l:d ratios off 200:1 or less.